微嵌組態HMI與單片機通信及數據保存技術在自動控制中的應用研究
隨著工業自動化水平的不斷提升,人機交互界面(HMI)作為操作人員與底層控制設備之間的橋梁,其重要性日益凸顯。微嵌組態軟件以其高效、靈活、易于二次開發的特性,在中小型自動化項目中得到了廣泛應用。本文將深入探討基于微嵌組態軟件構建的HMI與單片機(如STM32、51系列等)之間的通信技術,并分析數據保存機制在自動控制系統中的具體應用與價值。
一、 通信技術架構與實現
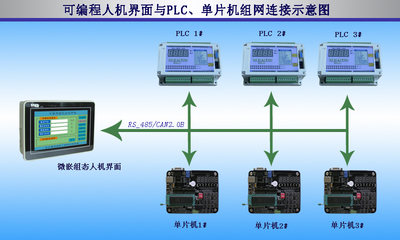
微嵌組態HMI與單片機之間的通信,核心在于建立穩定、高效的數據交換通道。目前,主流的通信方式包括串行通信(如RS232、RS485)、以太網通信以及CAN總線等。
- 串行通信:這是最經典、應用最廣泛的通信方式。微嵌組態軟件通常提供完善的串口驅動和協議支持(如Modbus RTU)。開發者只需在組態軟件中配置好串口號、波特率、數據位、停止位和校驗位,并定義好與單片機寄存器或變量地址的映射關系。單片機端則需編寫相應的通信協議解析程序,實現數據的接收、解析與發送。RS485因其支持多點通信和長距離傳輸,在分布式監控系統中優勢明顯。
- 以太網通信:隨著工業物聯網(IIoT)的發展,以太網通信因其高速率、易與上層信息管理系統集成而愈發重要。微嵌組態HMI可通過TCP/IP或UDP協議與搭載以太網模塊的單片機進行通信。這種方式便于實現遠程監控、數據上傳至云端服務器,是實現工廠智能化管理的關鍵一環。
- 通信協議:除了硬件接口,通信協議是確保數據準確交換的靈魂。Modbus協議因其簡單、開放、通用,成為HMI與單片機間事實上的標準協議之一。微嵌組態軟件對Modbus主/從站均有良好支持,開發者可以方便地讀寫單片機中的線圈、寄存器等數據區。自定義的輕量級二進制協議也常被用于對實時性要求極高的場合。
二、 數據保存機制的應用研究
在自動控制系統中,實時數據的記錄與歷史數據的追溯至關重要。微嵌組態HMI的數據保存功能為此提供了強大支持。
- 實時數據監視與記錄:HMI可以實時顯示從單片機采集的溫度、壓力、速度、開關狀態等工藝參數。通過組態軟件的“歷史數據”或“報表”功能,可以設定定時或觸發條件(如數值變化、報警發生),將關鍵數據保存至HMI本地的存儲介質(如SD卡、Flash)或通過網絡發送至數據庫服務器。這為生產過程的實時監控與事后分析提供了數據基礎。
- 報警與事件日志:當單片機檢測到設備異常或工藝參數超限時,可通過通信將報警信息上傳至HMI。HMI不僅能以聲光形式提示操作員,還能將報警事件的發生時間、內容、確認狀態等詳細信息自動記錄并保存。完整的報警日志是進行故障診斷、設備維護和改進工藝的重要依據。
- 配方數據管理:在許多生產場景中,不同產品對應不同的工藝參數集(即配方)。微嵌組態HMI可以將這些配方數據(如溫度設定值、時間參數等)以文件或數據庫記錄的形式保存。當切換產品時,操作員只需在HMI上選擇對應配方,即可通過通信將整套參數下載至單片機,驅動設備執行新的生產流程,極大提高了生產的靈活性與自動化程度。
- 數據持久化與掉電保護:對于重要的系統參數(如PID參數、設備校準值)和累計量(如產量、運行時間),需要確保其在系統斷電后不丟失。微嵌組態HMI可將這些數據保存在非易失性存儲器中。也可以指令單片機將其內部的關鍵數據通過通信上傳至HMI進行備份保存,實現數據的雙重保護。
三、 在自動控制系統中的綜合價值
將微嵌組態HMI的通信與數據保存技術應用于單片機為核心的自動控制系統,能夠帶來以下顯著優勢:
- 提升交互性與操作性:直觀的圖形化界面取代了復雜的按鈕和指示燈,使設備操作、參數設置、狀態監控變得簡單直觀。
- 增強系統可維護性:詳細的運行數據記錄和報警日志,使技術人員能夠快速定位故障原因,預測性維護成為可能。
- 優化生產管理:歷史數據與報表為分析生產效率、能耗、產品質量提供了量化依據,支持生產決策的優化。
- 促進信息化集成:基于網絡的通信方式,使得車間級的設備數據能夠輕松融入工廠級的管理信息系統(MES)或企業資源計劃系統(ERP),為智能制造奠定基礎。
結論
微嵌組態HMI與單片機的協同工作,通過高效可靠的通信技術實現了控制層與監控層的無縫對接,而強大的數據保存功能則賦予了系統“記憶”與“分析”的能力。這一技術組合不僅解決了傳統自動化設備人機交互弱、數據孤島化的問題,更是推動自動控制系統向智能化、信息化方向發展的重要實踐。隨著通信技術的演進(如5G、TSN)和邊緣計算概念的融入,HMI與底層控制器的數據交互與處理能力將更加強大,在更廣泛的工業場景中發揮核心作用。
如若轉載,請注明出處:http://m.nyyljgw.cn/product/65.html
更新時間:2026-02-28 21:16:41